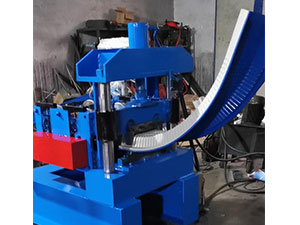
C型鋼設備結構合理操作方便是濕法生產琉璃瓦時用來對真空螺旋擠出機擠制并切割后的粗瓦坯進行定型壓制的液壓壓力機。可單獨安裝使用但需人工裝坯卸坯亦可配置自動裝料架和卸坯機械手與擠出機、切瓦機送坯機以及瓦托輸送線等組成瓦坯生產流水線, 不需要人工進行操作。
C型鋼機改進過程分四步完成:
步:增加長度測量裝置和飛鋸,當壓制長度達到設定的長度時飛鋸動作,自動切斷型材。
步:加一臺打邊孔的液壓沖孔設備,一次同時沖四個孔,飛鋸從中間切斷,這樣就形成了相鄰兩段C型鋼的頭、尾各兩個邊孔。
第三步:再增加一臺打中孔的設備,在帶鋼壓制過程中按用戶設定的間距沖出中孔,大可以打16個中孔。
第四步:針對新型C型鋼要求在型材中部打出雙孔的要求,將邊孔4孔沖孔模具改為2孔模具,修改打邊孔的程序,使得邊孔沖壓設備能夠在中部打出雙孔,并且孔距由用戶設定,大可以打8組雙孔。
C型鋼機設備(C/Z型鋼機)工藝流程: 帶鋼從設備的尾部送入,經過各種壓輥壓制成C型鋼從頭部送出。傳統工藝中,C型鋼壓制成型后需要人工進行定長切斷,再搬運到沖孔設備按照客戶要求的尺寸打孔,生產不能連續,效率不高。
C型鋼機設備手工放坯,取坯工作程序:在設備使用前,要檢查各處連接是否牢靠,安裝螺栓、螺母是否擰緊,左右機箱內應加足潤滑機油,才能通電啟動機器進行試車,先空車運轉仔細觀察,有無震動,噪音,油窗口是否來油,各部件運動是否協調, 正常后才能安裝模具,安裝模具時, 切斷電源,用手工搬動電動機皮帶或大齒輪,使工作臺轉位,并使滑座上升到高點,好用一物件支撐在工作臺及滑座底面之間,以座自然下落,造成事故。
|